Industrial sector - DNE21+
| Corresponding documentation | |
|---|---|
| Previous versions | |
| Model information | |
| Model link | |
| Institution | Research Institute of Innovative Technology for the Earth (RITE), Japan, http://www.rite.or.jp/en/. |
| Solution concept | |
| Solution method | |
| Anticipation | |
DNE21+ explicitly models technologies for industry subsector, such as iron and steel, cement, pulp and paper, aluminum, petrochemical and ammonia. The other subsector are aggregated and modeled in a top-down manner. Each subsector includes following technology options:
Iron and steel; Blast Furnace (BF) - Basic Oxygen Furnace (BOF) {low efficiency (small scale), mid-efficiency (large scale), high efficiency (large scale, equipped with Coke Dry Quenching (CDQ), Top-pressure Recovery Turbine (TRT), recovery of by-product gases), next-generation (super coke oven, eg. SCOPE 21, utilizing plastic wastes and tire wastes, as well as highly efficient equipments), iron making by hydrogen reduction}, coke oven gas (COG) recovery {externally attachable to low/mid-efficient BF-BOF}, basic oxygen furnace gas (LDG) recovery, CDQ/TRT {externally attachable to mid-efficient BF-BOF}, Direct reduction {natural gas base (mid/high efficiency), hydrogen gasification base}, Scrap- Electric Arc Furnace (EAF) {low efficiency (small scale), mid-efficiency (tri-phase electric arc furnace), high efficiency (DC water-cooled walls arc furnace equipped with scrap preheating)}, CCS {applicable for BF-BOF}
Cement; [Small scale facilities] Vertical kiln, Wet rotary kiln, Dry rotary kiln, SP/NSP dry rotary kiln {equipped with suspensionpreheaters (SP), or new SP (NSP) meaning precalciner}, Advanced fluidized bed shaft furnace {equipped with SP/NSP, efficient clinker coolers}, [Large scale facilities (more efficient than small scale)] Wet-process rotary kiln, Dry-process rotary kiln, SP/NSP dry-process rotary kiln, SP/NSP dry-process rotary kiln (BAT) {equipped with efficient clinker coolers, SP with 5 or 6 levels, efficient waste heat recovery}
Pulp and Paper; Chemical pulp {low efficiency, mid-efficiency, high efficiency, next-generation}, Paper recycling {low efficiency, mid-efficiency, high efficiency}, Milling paper {low efficiency, mid-efficiency, high efficiency, Next-generation}, Black liquid recovery&use {low efficiency, high efficiency}, Paper sludge boilers, Steam turbine power systems
Aluminum; Söderberg aluminum production, Prebake aluminum production
Chemical; Ethylene/propylene: Naptha cracking {low efficiency, mid-efficiency, high efficiency, next-generation}, Other production {ethane cracker etc. low efficiency, mid-efficiency, high efficiency}
Ammonia: from Coal {low efficiency, mid-efficiency, high efficiency}, from Oil {low efficiency, mid-efficiency, high efficiency}, from Natural gas {low efficiency, mid-efficiency, high efficiency}
As an illustration how these technological options are model in DNE21+, the outline of the modeling framework for the iron and steel sector is shown below:
- Nine types of steelmaking routes having different levels of energy efficiency are modeled. These routes include four types of BOF steelmaking, three types of scrap-based EAF steelmaking and two types of DRI-based EAF steelmaking.
- In the BOF steelmaking routes, retrofit measures of the facilities for CDQ, TRT, waste plastics and tires recycling, and COG and LDG recovery are explicitly modeled.
- The lifetime of all the facilities in the steel sector described above is assumed to be 40 years. The model considers the historical installation of the facilities.
- Scenarios of crude steel production by region are assumed exogenously. In addition, the maximum and minimum scrap-based EAF steel production scenarios are also assumed. These assumptions are kept fixed regardless of the simulation cases.
Figure 25 shows the concept of energy flows in steelmaking process modelling. These nine steelmaking routes encompass processes from raw materials input to coke oven and sintering furnace and from scrap input to EAF and BOF, to hot rolling. The processes of downstream, such as cold rolling, thin coating, special steel making, and ferroalloy making are not considered.
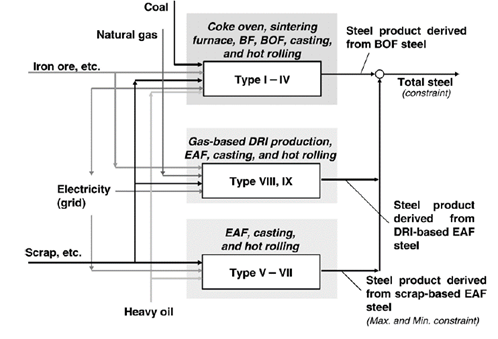

Figure 25 Modeling of energy use of the steel sector in DNE21+.
As shown in Figure 26, DNE21+ assumed that the low-efficiency basic oxygen furnace (BOF) steelmaking route (type I) has a smaller scale capacity, partly including ingot making and some classical processes such as beehive coke oven and open hearth furnace (OHF). Type I is allowed to retrofit coke oven gas (COG) recovery in the model.

Figure 26 Type I energy use of low-efficiency BOF steelmaking
Fig. 19 shows the Type II energy use for middle-efficiency BOF steelmaking route. Type II is a large-scale facility with modern steelmaking processes including pulverized coal injection (PCI) and continuous casting facilities. The average coal injection ratio in the type II is 88 kg/t-pig iron (2.3 GJ/t-pig iron), which can bring a net energy saving of 1.0?1.4 GJ/t-pig iron. The model allows some retrofit measures for COG recovery, basic oxygen furnace gas (LDG) recovery, effective utilization facility of COG and LDG, CDQ, and TRT to the type II.

Figure 27 Type II energy use of middle-efficiency BOF steelmaking
The high-efficiency BOF steelmaking route (type III) shown in Figure 28 is for a large-scale facility with sophisticated steelmaking processes including CDQ, TRT and COG, BFG, and LDG recovery and effective utilization facilities of the gases and sensible heat. The average coal injection ratio in the type III is 151 kg/t-pig iron (4.0 GJ/t-pig iron), which can bring a net energy saving of 1.5 GJ/t-pig iron. Energy input data in the figures takes into consideration the net energy saving effects derived from these energy efficient facilities. Type IV is the steelmaking process with the next-generation coke oven added to type III. Type IV is assumed to be available only after 2011. All the steelmaking routes (type I?IV) are assumed to use scrap of 161 kg-scrap/t-crude steel in BOFs.

Figure 28 Type III and IV energy use of high-efficiency BOF steelmaking
Figure 29 shows the energy flow for the electric arc furnace (EAF) steel production. The low efficient electric steelmaking route (type V) consists of a small-scale EAF and induction furnace that is widely utilized in India. The mid-efficient EAF steelmaking route (type VI) assumes an alternate current (AC) arc furnace that is widely used in the US, Europe, and Japan. The highly efficient EAF steelmaking route (type VII) consists of a direct current (DC) arc furnace and many types of energy saving facilities such as scrap preheating and recuperative burner ladle preheating.

Figure 29 Modeling of three types of EAF steelmaking (type V, VI, and VII).
The correlation between evolution of per-capita GDP and per-capita apparent consumption of crude steel, trends in industry structure change by region, government planning reports etc. were taken into account in the scenario shown in Figure 30. The crude steel production is modeled by sorting out the processes into three routes; basic oxygen furnace (BF-BOF), scrap-based electric arc furnace (EAF) and DRI-based electric arc furnace (DRI-EAF) where the estimation on the historical installation of the facilities are conducted and their results are taken into account; installation year, energy efficiency and capacity.

Figure 30 Crude-steel production of major regions (statistics and future scenario)